五部门关于开展2024年新能源汽车下乡活动的通知
用于电动汽车的功率半导体模块设计
来源:新能源汽车网
时间:2016-06-13 19:08:50
热度:
用于电动汽车的功率半导体模块设计 汽车行业目前正在经历一个重大的技术变革时期,这已经是个不争的事实。过去100多年里,内燃机引擎中都在使用燃油泵和活塞,而现在正在被锂离子电池、逆
汽车行业目前正在经历一个重大的技术变革时期,这已经是个不争的事实。过去100多年里,内燃机引擎中都在使用燃油泵和活塞,而现在正在被锂离子电池、逆变器和IGBT所取代。简言之,汽车正在变得更加电子化。汽车的第一次电子化可能仅仅被看作是增加其电子含量的演练,或在适应现有的非汽车系统(如高压工业驱动器),最终适应汽车中的应用。然后,采用这种方法将会大大低估可能面临的挑战。在功率和电压等级方面,就目前的相似度而言,它们都与相关的工业离线应用类似。在汽车世界里,空间和重量都受到限制,而且环境也很恶劣,0ppm(ppm=不合格品个数*1000000/批量)质量至关重要,而让问题变得更加严重的是,纯电动车(EV)中的能源供应是有限的,因此效率就成为关键所在。所以,我们还不能忽略对于低成本系统的需求,要与内燃机引擎(在过去几十年里,这一技术在鲁棒性、可靠性和出色的功率密度方面进行了优化)进行竞争。这是一个新兴的市场,需要专门基于这一因素开发半导体解决方案!
在众多电动汽车中,需求最多的便是主逆变器,在这里,采用专门针对应用进行开发的芯片和封装解决方案至关重要。在(H)EV发展早期,普遍采用工业“砖”型模块(这些最初是设计用于工业离线应用),因此对于汽车的功率密度以及有限结构因数的限制基本没有考虑。它们一般包括IGBT和二极管,额定电压为600V或1200V,结温最高达到150℃。在室温范围内,短路保护性能限制在6μs。在汽车世界中,一个重要的因数是工作温度范围,其最低可以达到-40℃,在更低的温度下,IGBT和二极管的BV(击穿电压)下降,器件处理电压峰值时,潜在的会带来一些问题。为此,采用具有更高BV的功率元件将会受益,CooliRIGBT Gen 2平台便是一个示例。
超薄晶体IGBT技术,额定电压为680V,24A至600A的芯片尺寸,在-40℃温度,最低600V的BV下,能够实现良好的Vce(on)性能。与此相配合的性能主要针对在175℃的结温下运行的器件,不止限制时间量(如一些替代技术),而且温度始终为175℃。因为具有更高的BV的缘故,更高的电压峰值可以适应系统,因此降低了对于高成本解决方案的需求,这可以限制电感,又或者,系统的确可以更快的转换,获得更多的优势,如降低电机尺寸。与器件的主逆变器的保护相关的高功率水平显然是非常重要的,对于这种高温环境下开关的短路保护性能同样也非常重要。CooliRIGBT器件能够针对性能平衡进行优化,但是一般是设计用于处在150℃,至少6μs的短路保护时间。保护特性通过芯片上的电流感应最终完成。图1总结了新的IGBT平台的一些特性。
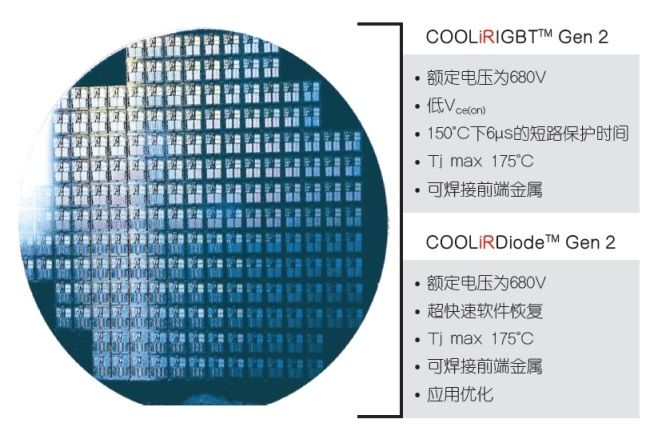
图1:CooliR IGBT和CooliR二极管特性的总结
为了保证最佳的系统效率,必须采用一个适当的二极管与IGBT相搭配。图1还介绍了CooliRDIODE Gen 2,这是一款超薄芯片,680V的超快速软件恢复二极管,提供了无振铃性能。Err和Vf根据应用进行平衡,很重要的一点是认识到针对空调应用,Err和Vf的平衡将与主逆变器的需要有所不同。最终,24至600A的二极管系列,都根据典型的应用,在每个电流水平上得到优化。近年来,对于稀土金属供应及成本的关注不断增加,促使电机厂商不得不寻求替代解决方案。电机变得更小型、更轻巧,而且同时还需要15~20kHz的频率范围(传统频率为5-10kHz),这种情况现在变得越来越普遍。与此相对应,这需要具有优异的高速度开关性能的IGBT和二极管,以保证开关损耗不会变得不可管理。更高的频率还意味着必须把关注点放在寄生电感、特别是封装上面。
在功率半导体的早期,对于研发投入大量资金的关注点是提高芯片的性能。随着半导体技术变得越来越好,关注的重点也开始转移到封装上面。封装毕竟是影响系统的一个因素--无论从电子方面还是散热方面上。图2总结了封装能够对系统产生的影响--从根本上讲,如果放置在一个较差的封装中,系能优异的半导体器件仅能实现极少的价值。
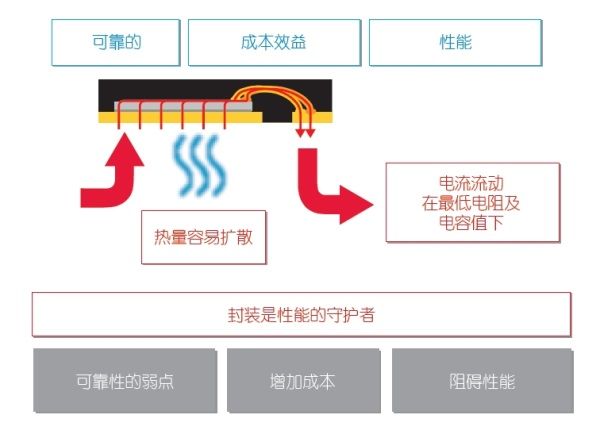
图2:半导体封装对于功率电子系统的影响
成本、可靠性和电子性能及热性能都会受到封装的直接影响。但是封装的另外一个特性也变得越来越重要--即结构因数。由于OEM推动了功率、效率、可升级性和可靠性要求的提升,因此,成本、重量、尺寸和电感都被要求降低。功率电子集成到电机和制冷设备中的能力日益提高,这带来了很大的价值。传统的电源模块通常只能为紧凑型机电一体化提供非常有限的范围,而且确实,如果选择了这种解决方案,定制化电源模块将会很快就变得更昂贵,也更加的死板。在这样的功率水平下,我们认为分立式元件难于应用,或者真正可用的解决方案根本不能够处理足够的功率。最初被弃用的“分立式”方法现在要被主逆变器重新访问,因为需要电子元件和机机械元件更加紧凑的集成。
目前,在量产中的一种解决方案是采用超级TO-247封装。搭载一个120A IGBT和二极管的AUIRGPS4067D1器件同时还允许可升级的解决方案,典型地,用来满足30至80kW范围主逆变器。与传统TO-247封装(如图3所示)相比,专利型超级TO-247封装具有一些独有的特性:首先是采用一个夹子将部件附着在散热器上,除去了传统TO-247封装上出现的螺丝孔,将封装内部的空间最大化,以容纳最大可能的芯片。为了与芯片的大电流处理性能相配置,特有的切角引线实现了比传统TO-247封装高出30%的横截面积,从而提高了他们的电流处理性能,并且使得器件运行温度更低,有更少的寄生电感。切角横截面同样可以使器件能安装到标准TO-247封装里。封装上,引脚之间的沟槽增加了爬电距离。最终,符合AEC-Q101的部件要经受苛刻的最后测试程序,它包括了正方形RBSOA和100%箝位电感负载测试。
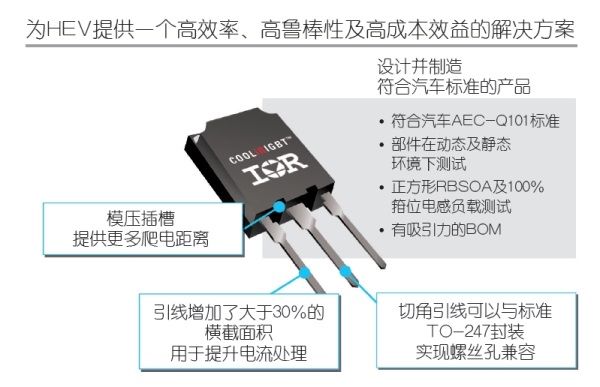
图3:专利型超级TO-247封装的优势
简化厂商成本和栅极驱动要求的努力不断推进,客户希望在其应用中降低并联的IGBT和二极管的数量,因此要求大面积芯片的解决方案。由于最新的IGBT和二极管技术是基于超薄芯片技术,当你从超级TO-247这样的传统分立式封装中搬出,构建、处理基至是测试这样的半导体元件就会充满挑战。基于这种原因,可以容纳大的IGBT和二极管芯片的分立式封装价值巨大,它们都完全经过测试并且易于安装。CooliRDIE就是正在开发的解决方案这一。DBC封装的壳内包括一个680V, 300A IGBT和一个二极管对,每个芯片都具有可焊接前端金属表面处理。图4给出CooliRDIE封装理念的概览。
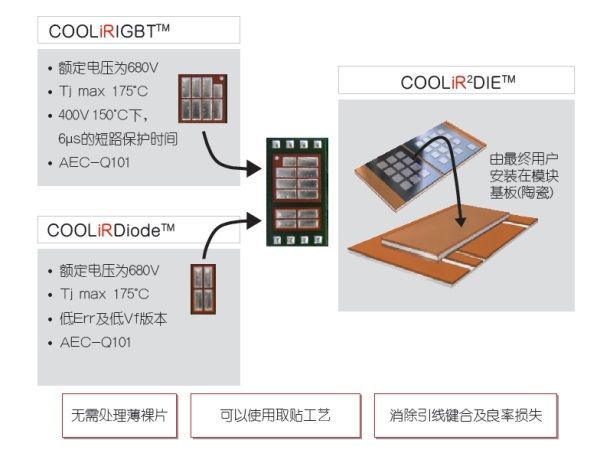
图4:CooliRDIE封装
整个无铅CooliRDIE都是完全的动态供应并经过静态测试,达到其卷带封装上的额定电流。这就使得客户能够采用一处标准的选择并将机器安置到已经准备好的带焊盘准的基座上,处理300A的超薄IGBT和二极管产品。这一部件回流到基底,取代了与大功率模块相关的线步骤。省去引线键合,提高了可靠性和良率,并且降低了成本、寄生电阻和电感。这些器件可采用两种版本(正装和倒装芯片),可以在一个单独的基底上形成非常紧凑的半桥布局,无需复杂的布局模式(如图5所示)。
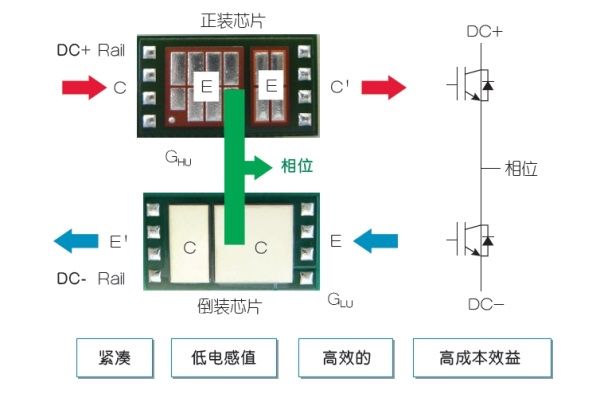
图5:采用CooliRDIE的紧凑型半桥构建
事实上,封装两端上的电子连接甚至还可以允许封装用作总线,可以使用一些能够快速升级的创新型的逆变器布局,如图6所示。

图6:采用CooliRDIE的可升级逆变器设计
将可焊接前端金属增加到硅片上,意味着芯片可以在两面进行焊接,因此去除了对于焊线的需求。这同样还有一个优点,释放出了传统用于焊线的芯片顶部空间--而现在这种空间可用于冷却。通过从两面对部件进行制冷的性能,可以将电流处理性能提升50%—或者确实降低相似工作点上的芯片尺寸,并进而降低成本。如果无需双面制冷,那么仅仅的增加一个顶端的散热量就可以证明其在提高组装的散热性能方面非常有效,进而可以帮助提升短时间峰值电流能力。
省去焊线不仅可以简化生产并提高冷却,同时还可以增强电子性能。采用CooliRDIE封装的600A半桥模块已经构建起来,展示了低于12nH的回路电感,允许器件可以更快地开关,限制了电压击穿并提高了效率。最终,像这种无焊线封装概念具有极低的封装电阻--大概比传统的焊线组装低出0.5mΩ。在一个大的电源系统上,如(H)EV的主逆变器上,半毫欧看起来像一个无关仅要的小数据,但事实上却并非如此。由于所涉及的电流非常高,因此,在400A的电流下,节省0.5mΩ的电阻可以减少80W无用功耗。在电阻中的这种节省是提高效率的一个积极步骤,并最终提升了汽车运行里程。
起初看似过于复杂,甚至可能没有必要谈及集成的功率电子和机械组装。但是达到机电一体化的更高水平不仅在于更小型、更轻便和更高效率汽车方面,对于终端客户有益,同时还在系统级上开启了令人关注的潜在可能,可以提高电子性能,并且实现与竞争对手的产品差异化。通过提供针对汽车应用进行优化的芯片,在提供了传统模块中所有电子和散热性能的封装中,灵活的分立式引脚布局允许系统设计者使其创建的系统可以真正的富于想象力和首创理念,从而使得更多的电动汽车成功实现。
上一篇:21世纪电动汽车华丽解决方案

-
常州纯电动汽车:重大利好 高速电动出行2023-11-30
-
插电混动和纯电动汽车孰好孰坏2023-11-30
-
精工半导体推出配有温度及充电/放电控制选项的新型单芯锂离子电池保护IC2016-06-13
-
基于ESAM安全模块的电动汽车电池管理系统2016-06-13
-
采用塑料封装和IMS衬底的混合动力汽车功率IGBT模块2016-06-13
-
如何正确保养纯电动汽车电池?2016-06-10
-
纯电动汽车在中国真的会火吗2016-06-10
-
年产20万辆纯电动汽车项目在赣州开工 年产值可达240亿元2016-04-29
-
广汽2016年主推插电式混动和纯电动汽车2016-03-24
-
纯电动汽车与氢燃料电池汽车发展所面临的问题2016-03-18
-
纯电动汽车成为驱动汽车产业发展新动能 将迎来新一轮蓬勃发展2016-03-16
-
华泰纯电动汽车iEV230上市 售价21.35万起2016-03-14
-
北汽新能源欲借上海再度发力纯电动汽车分时租赁2016-03-07
-
纯电动汽车总数 破2万辆2016-01-19
-
奇瑞S18纯电动汽车2015-12-18